
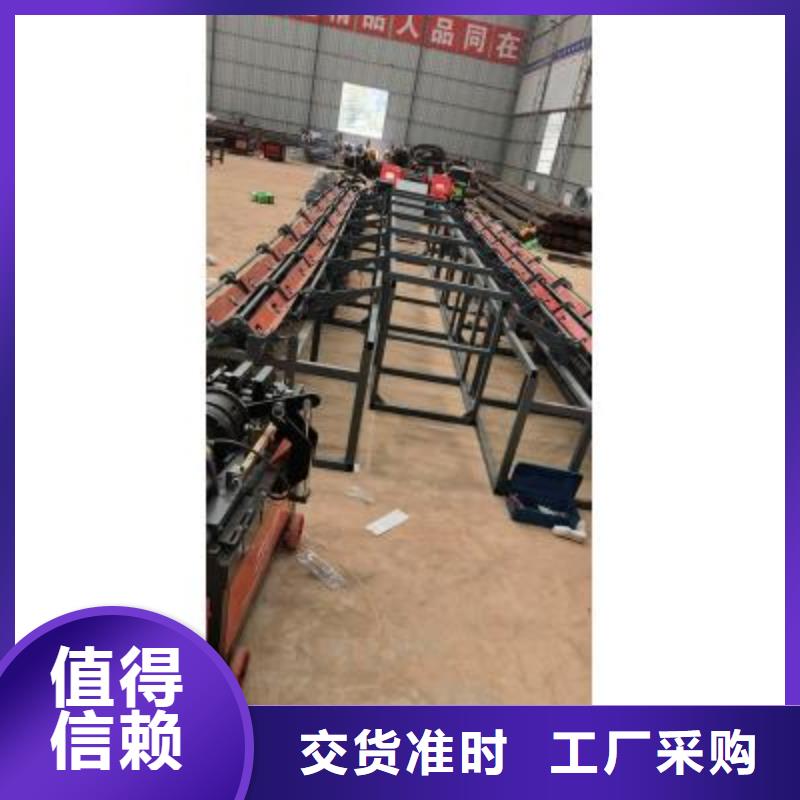




佳木斯数控棒材剪切生产线价格低

佳木斯数控棒材钢筋生产线通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度可达±2mm,可剪切各种长度的钢筋。与此同时数控棒材剪切线钢筋采用油缸压料,压力大,剪切时,钢筋不会转动,钢筋切头均匀。液压系统采用新型超低音柱塞油泵,华德液压阀系统,油箱经过特殊处理,大大降低了卡阀堵塞问题。 数控钢筋剪切生产线采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;动刀片采用斜刀口设计,剪切能力大大提高;合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗; 电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。PLC 控制,可设置钢筋数量、规格等,具备记忆、存储功能。

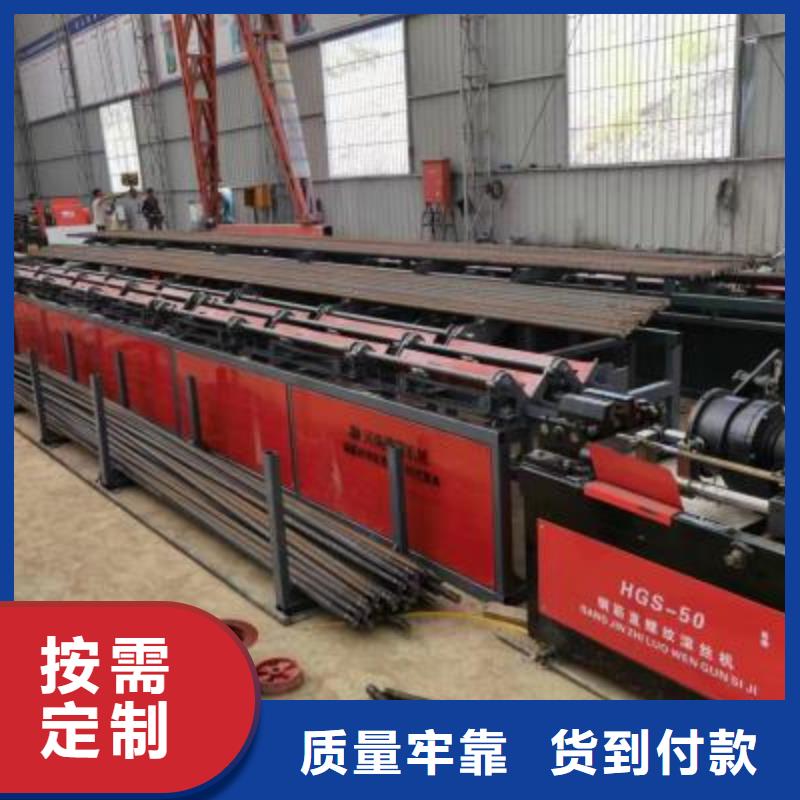
佳木斯锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大锯切过程中,钢筋不会转动减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。
公司业务范围分为数控钢筋成型设备事业部、工程基建机械事业部。数控钢筋成型事业部为响应公司提出的“壮大主业、拓展产业、合理布局、均衡发展”于2013年成立出独立部门,在佳木斯智能钢筋弯曲中心、佳木斯锯切套丝生产线传统钢筋加工设备的基础上通过模块化组合和国内钢筋场地的实际情况通过自身设计pro-E平台和BIM技术结合推出全自动智钢钢筋锯切套丝生产 、智能棒材剪切弯曲生产线等全新概念的钢筋加工流水线型设备。完全实现了无人化,自动化,可视化。设备广泛应用于高速、高铁、港口、地铁、桥梁等标准建设施工领域,重点合作对象为中交、中铁、中铁建、中建、中水电及各省路桥等施工企业和的钢筋加工配送中心,极大的助推了中国的高速、高铁领域的标准化建设进程。
